


 コピーしました
コピーしました この記事を印刷する
この記事を印刷する メールで記事をシェア
メールで記事をシェア
このコンテンツの目次
● はじめに
● 平面研磨の基礎知識
● 平面研磨加工の取り代(削り量)とは
● 目的に応じた取り代(削り量)の違い
● まとめ
はじめに
一般的に平面研磨加工と言っても、材質や加工前の面状態、お客様が求めるスペックにより必要な取り代は異なります。取り代が少ないほうが加工賃はお安くなりますが、ご要求精度に達しなければ意味がありません。
最小限での取り代でコストを抑えたいというご相談を多く頂戴しておりますので、今回のブログでは研磨加工での取り代について記載致します。
平面研磨の基礎知識
まず平面研磨の基礎知識を記載致します。
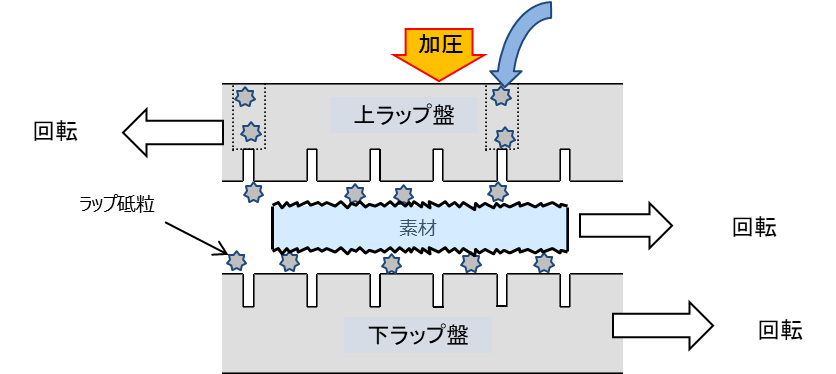
平面研磨とは、材料の表面の凹凸を研磨パッドとの摩擦によって削り取り、平滑化や精度向上を行う加工プロセスです。これにより、表面のキズや異物などを取り除くこともできます。
材料表面の凹凸は、材料と同等以上の硬度を持つ大きさ数nm~数十μmの砥粒を作用させて削り取ることで平滑にします。砥粒によって新たに生じた小さな凹凸は、更に小さな砥粒で削り取るというプロセスを複数行うことで必要なスペックに仕上げていきます。

平面研磨加工の取り代(削り量)とは
前述の研磨加工の目的をまとめたのが次の4つです。
1. 形状を整えたい(平面度、平坦度の向上)
2. 平行を出したい(平行度の向上)
3. 面粗さを良くしたい(面精度、面粗さの向上)
4. 希望する厚みの実現(厚み精度の追及)
それぞれの目的に応じて取り代を決めていくのですが、お客様からご支給される材料の厚みによっては「目的を達成するために必要な取り代以上の厚みがある場合」、または「取り代が少ない場合」などがあります。
材料が厚い場合は、研磨の前工程である研削で粗加工をして薄くすることが可能ですが、取り代が少ない場合は目的が達成できない場合があります。
それでは、目的別に必要な取り代を見ていきます。
目的に応じた取り代(削り量)の違い
平面研磨における取り代(削り量)を目的別に示したのが次の図です。具体的には案件ごとに異なりますのでイメージとして記載致しました。

反りやうねりを取るためには取り代を多くし形状を整える必要があります。但し、基板の反りが大きいと研磨加工をしても中々形状が良化せず、多くの取り代を必要とする場合があります。
また、タッチ研磨の場合、取り代が少ないため加工時間も短いのですが、加工前の材料の厚みが平均して揃っていることが必要条件です。材料時点での厚みのバラつきがある場合、一旦板厚を揃える加工が必要であり、結果としてはタッチ研磨ではなく通常の研磨加工と同じ加工プロセス(取り代)となる場合があります。また、材料の表面キズが深めの場合でキズ取りが目的の場合も同様です。
まとめ
平面研磨加工と言っても、材質やサイズ、厚みや数量などご相談いただく案件ごとに最適な加工プロセスの選定が必要です。弊社では、長年の研磨加工の実績からあらゆるご相談を承っております。材料はガラスをはじめとし、セラミックスや樹脂、金属、複合構造物まであらゆる素材の加工を行っております。
平面であればなんでも磨く!技術のニットーに是非お声がけください。
こんなお困りごとを抱えている方におすすめの資料です。
・高い精度の表面が求められている
・検討している素材に対して、研磨ができるか調査している
お手元に置いていただき、社内共有にもぜひお役立てください。

- コピーしました
- この記事を印刷する
- メールで記事をシェア